 |
 |
 |

Dovetail WorkholdingFast. Flexible. Strong.

Join us at these Trade Shows


SHOT SHOW 2025 SUPPLIER SHOWCASE
January 20-21, 2025
Venetian Expo & Caesars Forum
Las Vegas, NV
A Full Access Pass.
Reduce downtime by machining five full sides of your workpiece in one setup.


RAPTOR IS SIMPLE
A simple workpiece dovetail locks into the Raptor spring-loaded clamp. The connection is strong and secure.

RAPTOR IS FAST
Snap in your workpiece and hand-tighten the spring- loaded dovetail clamp. Unloading is just as easy.

RAPTOR IS STRONG
Solid, super-strong stainless steel or lightweight aluminum ensures that Raptor will hold up to repeated use.
RAPTOR IS ADAPTABLE
Raptor has adapters and risers that allow attachment to any machine you can think of. Yes, even that one.
Simple, Fast & Strong.
Raptor’s patented dovetail design quickly locks the part in place for extreme clamping strength and rigidity.
DON’T SWEAT THE SMALL STUFF…
(OR THE BIG STUFF)
Our fixtures and adapters come in multiple sizes and configurations for maximum flexibility.
Any size. Any machine. Any configuration.
Latest Products
Dovetail FixturesMulti-FixturesPackages
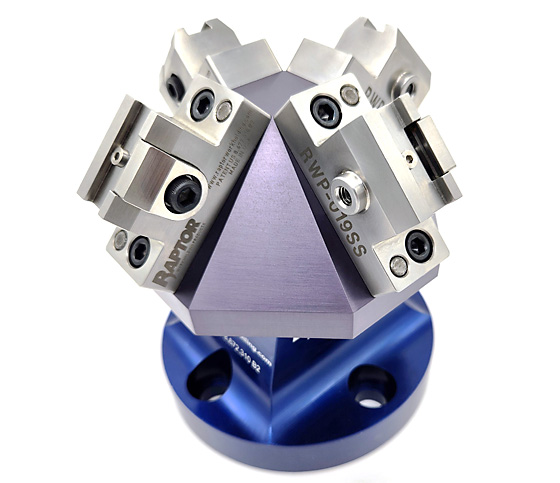
RWP-019-4X45T-PKG
45 degree tombstone 4 RWP-019SS Dovetail Fixtures with 1.5″ RWP-001 Dovetail Fixture Bundle
$4,224.10$3,801.69
Dovetail FixturesMulti-FixturesPackages
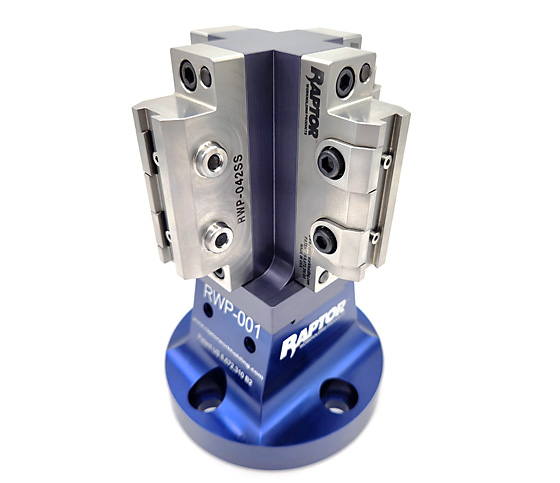
RWP-042-4X90T-PKG
90 degree tombstone 4 RWP-042SS Dovetail Fixtures with 1.5″ RWP-001 Dovetail Fixture Bundle
$5,501.40$4,951.26

Dovetail FixturesMulti-FixturesPackages
RWP-019-4X90T-PKG
90 degree tombstone 4 RWP-019SS Dovetail Fixtures with 1.5″ RWP-001 Dovetail Fixture Bundle
$3,998.40$3,598.56
Chip ProtectorsVise AccessoriesVises & Jaw Inserts
570231
Chip protection for clamping rail size 80
$48.40
Chip ProtectorsVise AccessoriesVises & Jaw Inserts
570233
Chip protection for clamping rail size 120
$68.20
Chip ProtectorsVise AccessoriesVises & Jaw Inserts
570232
Chip protection for clamping rail size 105
$61.60
KEEP YOUR COOL.
Use our innovative cooling line for maximum cooling and long life for your tools.





