Search
Fixture Material
Category
Workpiece Weight
Sort By
1.5 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
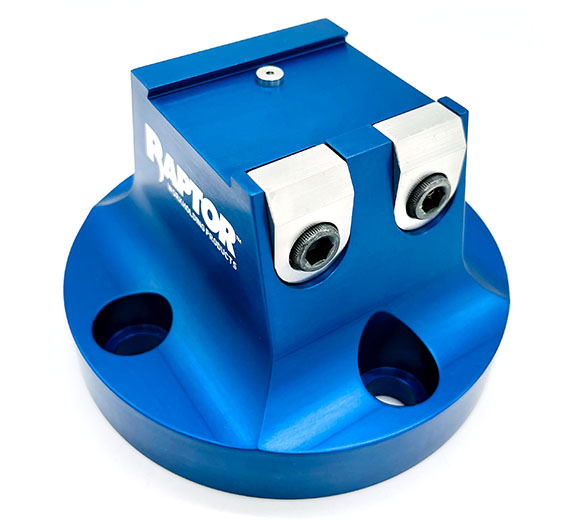
RWP-001
Aluminum 1.5″
Dovetail Fixture
3.8″ Dia. BC
$998.70
1.5 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
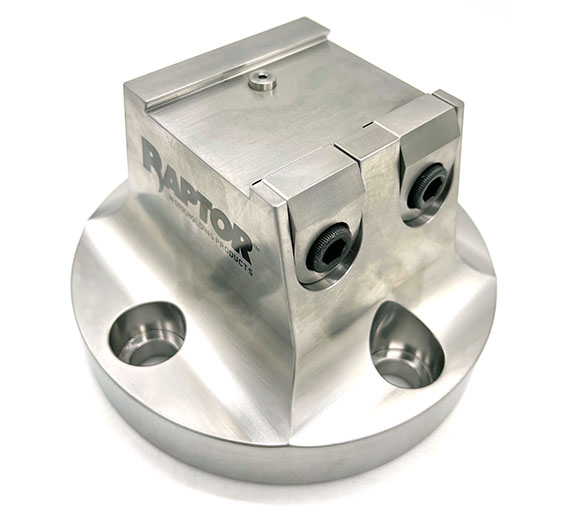
RWP-001SS
Stainless Steel 1.5″
Dovetail Fixture
3.8″ Dia. BC
$1,832.30

0.75 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-002
Aluminum 0.75″Dovetail Fixture 3.8″ Dia. BC
$998.70

0.75 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-002SS
Stainless Steel 0.75″
Dovetail Fixture
3.8″ Dia. BC
$1,849.60


Dovetail FixturesMulti-Fixtures
RWP-003-4X
Raptor Nest 4 RWP-003 Dovetail Fixtures 3.8″ Dia. BC
$3,750.70

2.25 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-006
RWP-006, Stainless Steel aluminum 2.25” dovetail fixture
$1,399.00

2.25 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-006SS
RWP-006SS, Stainless Steel aluminum 2.25” dovetail fixture
$2,895.00


0.75 Inch FixturesDovetail Fixtures
RWP-011SS
Stainless Steel 0.75″Dovetail Fixture with 0.75″ Dovetail Base
$1,172.50

0.75 Inch FixturesDovetail Fixtures
RWP-012SS
Stainless Steel 0.75″ Dovetail Fixture with 1.5″ Dovetail Base
$1,172.50

1.5 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-013
Aluminum 1.5″ Dovetail Fixture 3.8″ Dia. BC
$1,012.60

1.5 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-013SS
Stainless Steel 1.5″ Dovetail Fixture 3.8″ Dia. BC
$1,875.30




0.50 Inch FixturesDovetail Fixtures
RWP-018SS
Stainless Steel 0.50″ Dovetail Fixture 3.8″ Dia. BC
$1,875.20

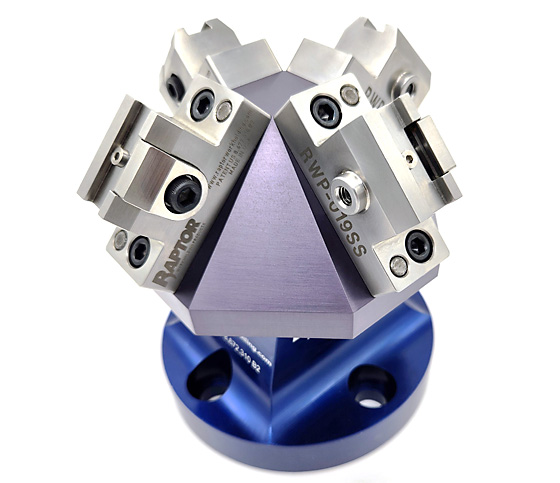
Dovetail FixturesMulti-Fixtures
RWP-019-4X45T
45 degree tombstone 4 RWP-019SS Dovetail Fixtures with 1.5″ Dovetail Base
$3,225.40
Dovetail FixturesMulti-FixturesPackages
RWP-019-4X45T-PKG
45 degree tombstone 4 RWP-019SS Dovetail Fixtures with 1.5″ RWP-001 Dovetail Fixture Bundle
$4,224.10$3,801.69

Dovetail FixturesMulti-Fixtures
RWP-019-4X90T
90 degree tombstone 4 RWP-019SS Dovetail Fixtures with 1.5″ Dovetail Base
$2,999.70

Dovetail FixturesMulti-FixturesPackages
RWP-019-4X90T-PKG
90 degree tombstone 4 RWP-019SS Dovetail Fixtures with 1.5″ RWP-001 Dovetail Fixture Bundle
$3,998.40$3,598.56


0.50 Inch FixturesDovetail Fixtures
RWP-022SS
Stainless Steel 0.50″ Dovetail Fixture with 1.5″ Dovetail Base
$1,172.50

0.75 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-023
7075-T6511 Aluminum 0.75″″ Dovetail Fixture – Grid Pattern Mounting
$998.70





Dovetail FixturesMulti-Fixtures
RWP-024-6XC
7075 Aluminum 0.75″ Dovetail Multi-Fixture with 2.25″ Dovetail Bottom
$4,200.90


0.75 Inch FixturesDovetail Fixtures
RWP-025
Aluminum 0.75″ Mini Rail Dovetail Fixture with 1.5″ Dovetail Base
$954.40

1.5 Inch FixturesDovetail FixturesPiranha Zero-Point Adaptable
RWP-026
7075-T6511 Aluminum 1.50″ Dovetail Fixture – Grid Pattern Mounting
$1,012.60


0.75 Inch FixturesDovetail Fixtures
RWP-030SS
RWP-030SS, Stainless Steel, .75” dovetail fixture with 3.8” dia. Bolt circle mounting.
$1,999.00
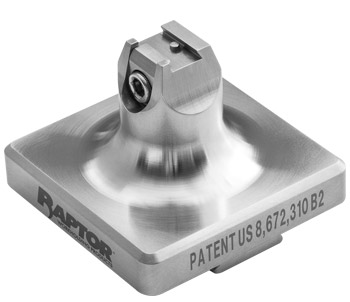
0.281 x 0.0781 Inch FixturesDovetail Fixtures
RWP-031SS
Stainless Steel
0.281″W x 0.0781″H Dovetail Fixture
with .75″ Dovetail Base
$975.20

0.281 x 0.0781 Inch FixturesDovetail Fixtures
RWP-032SS
Stainless Steel
0.281″W x 0.0781″H Dovetail Fixture
$961.70

0.75 Inch FixturesDovetail Fixtures
RWP-034SS
RWP-034SS, Stainless Steel, .75” dovetail fixture with a maximum workpiece size of 7.5” cube.
$1,999.00

0.75 Inch FixturesDovetail Fixtures
RWP-038SS
RWP-038SS, Stainless Steel, .75” dovetail fixture specifically designed to be mounted to the Haas TR-100 and the Haas TRT-100 indexer.
$1,299.00

Dovetail FixturesMulti-Fixtures
RWP-042-4X90T
90 degree tombstone 4 RWP-042SS Dovetail Fixtures with 1.5″ Dovetail Base
$4,502.70
Dovetail FixturesMulti-FixturesPackages
RWP-042-4X90T-PKG
90 degree tombstone 4 RWP-042SS Dovetail Fixtures with 1.5″ RWP-001 Dovetail Fixture Bundle
$5,501.40$4,951.26


1.5 Inch FixturesDovetail Fixtures
RWP-401-11
RWP-401-11, Aluminum 1.5” dovetail fixture designed for clamping parts up to 17” long
$2,999.00


0.75 Inch FixturesDovetail Fixtures
RWP-405
RWP-405, Aluminum .75” dovetail fixture designed for clamping parts up to 14” long.
$1,999.00

Dovetail FixturesPicatinny Rail Fixtures
RWP-PIC3SS
RWP-PIC3SS, Stainless Steel picatinny rail fixture. Designed to clamp picatinny rails up to 12” x 4” x 4”.
$1,999.00

Dovetail FixturesPicatinny Rail Fixtures
RWP-PIC6-DM
Picatinny Rail Fixture 6.00” Long– Direct mount
$659.00

Dovetail FixturesPicatinny Rail Fixtures
RWP-PIC6-DT
Picatinny Rail Fixture 6.00” Long– 3/4″ Dovetail mount
$659.00

Dovetail FixturesPicatinny Rail Fixtures
RWP-PIC9-DM
Picatinny Rail Fixture 3.50” Long– Direct mount
$519.00